发那科线切割ROBOCUT|滚珠丝杆、线性导轨的润滑
每半年,对发那科线切割各轴的滚珠丝杆、线性导轨重新涂上润滑脂。操作时,请务必使用FANUC线切割指定的润滑脂产品。使用指定产品以外的润滑脂导致的故障,不在保修范围之内。
1.重新润滑 XY 轴的滚珠丝杠和线性导轨
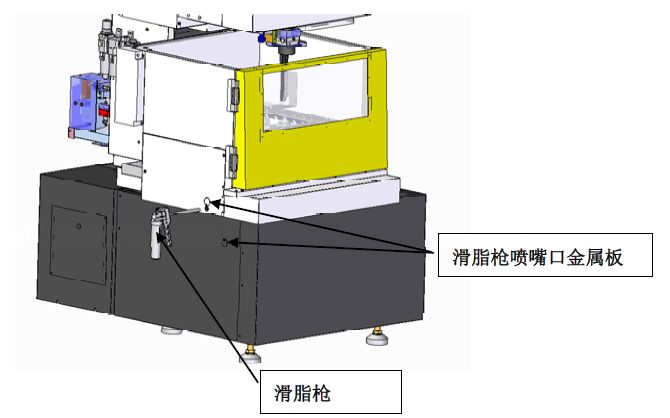
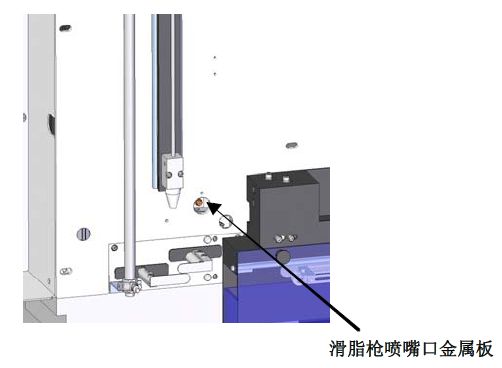
⑴ 将 X 轴移动到机械坐标 X=0的位置( Y 轴在任何位置都无妨),拆除机械左侧面的滑脂枪喷嘴口金属板( 2 块)。
这样,就可以看到金属板孔内的 XY 轴滚珠丝杆用滑脂枪喷嘴,从这里抽入滑脂枪.补充润滑脂。
每次向 XY轴滚珠丝杆补充的润滑脂量为 2g 。等润滑脂涂敷结束后,将滑脂枪喷嘴口 金属板( 2 块)原样装好。
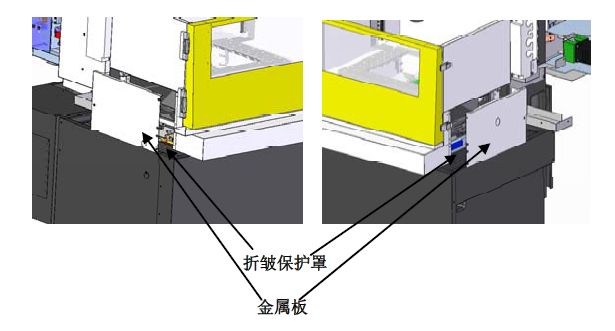
⑵ 接着,将 X,Y轴移动到行程的中心附近,切断电源。如下图所示,拆下左右的金属板。此外,掀开左右的折皱保护罩。
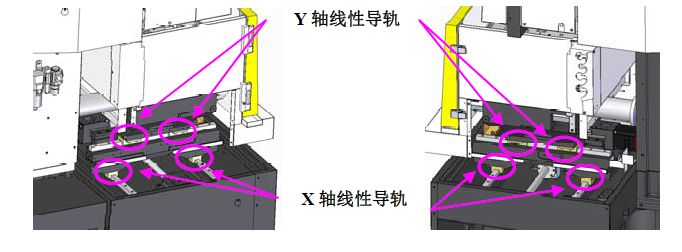
⑶ 用布块擦掉粘附在下图中所示的垫块和滑轨部分上用旧的润滑脂。等擦拭结束后,在滑轨部分涂上新的润滑脂。
⑷ 润滑脂涂敷结束后,安装刚才掀开的左右的折皱保护罩和左右的金属板。
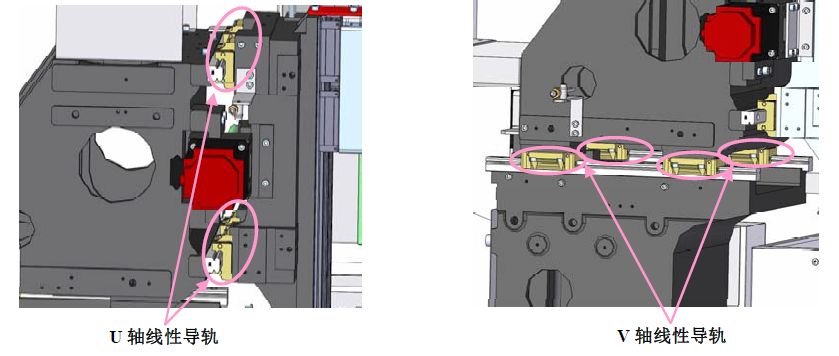
2、重新润滑UV轴的导轨和滚珠丝杠
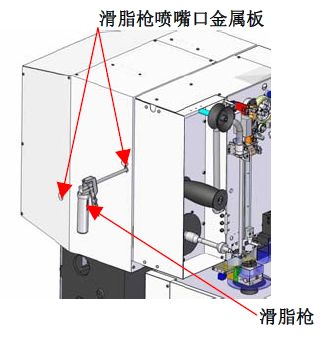
⑴ 将 U 轴移动到机械坐标为 C400IB : U =-60 ,C600IB ,C800IB :U=-100 的位置(V轴在任何位置都无妨),拆下机械的左侧面的滑脂枪喷嘴口金属板( 2 块)。这样,就可以看到金属板孔内的 U V轴滚珠丝杆用滑脂枪喷嘴,从这里插入滑脂枪,补充润滑脂.每次补充给 U V 轴滚珠效杠的润滑脂量为 2g 。等润滑脂涂敷结束后,将滑脂枪喷嘴口金属板( 2 块)原样装好。
⑵ 然后切断电源,如下图所示拆下下面、左侧面、背面( C600IB,C800IB)的金属板。

⑶ 用布块等擦掉粘附在下图标记的垫块部分和滑轨上的用旧的润滑脂。等擦拭结束后在滑轨部分涂上新的润滑。润滑脂的涂敷结束后,安装刚才拆除的下面、左侧面、背面( C600IB,C800IB )的金属板
3、重新润滑 Z 轴的滚珠丝杠
⑴ C800IB 的Z500 选项机以外的情形
将 Z 轴移动到机械坐标为 C400IB时: Z = -255 ,C600IB, C800IB时: Z = -310 ( C600iB 的 Z400 选项机时 Z = -410 的位置,拆除滑脂枪喷嘴口金属板( 1 块)。这样,就可以看到金属板孔内的 Z 轴滚珠丝杠用滑脂枪喷嘴,从这里插入滑脂枪,补充润滑脂.每次补充给 Z轴滚珠丝杠的润滑脂量为2g。等润滑脂涂敷结束后,将滑脂枪喷嘴口金属板原样装好。

C800IB 的 Z500 选项机的情形将 Z 轴移动到机械坐标为 Z =-510 的位置。拆除滑脂枪喷嘴口金属板( l 块)。在金属板孔内.可以看到 Z 轴滚珠丝杠用的滑脂枪喷嘴,从这里插入滑脂枪,补充润滑脂。每次补充给 Z轴滚珠丝杠的润滑脂最为 2g 。等润滑脂涂敬结束后,将滑脂枪喷嘴口金属板原样装好。
⑵ 然后, C400iB 的情形下将 Z轴调到最底下处(机械坐标 Z =-255)。C600iB C800iB的情形下将 Z 轴提升到最高处(机械坐标Z=0)。切断电源,拆除下图所示金属板。
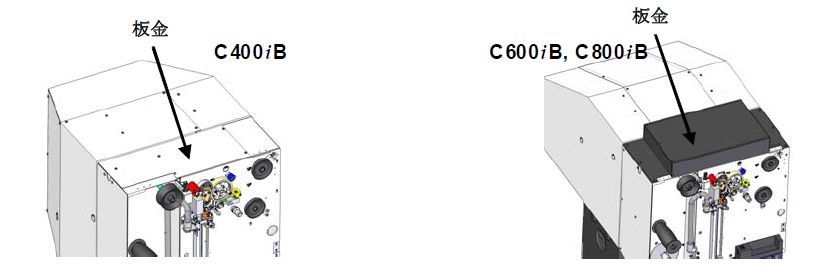
⑶ 用布块等擦掉粘附在下图标记的垫块部分和滑轨上的用旧的润滑脂。等擦拭结束后,在滑轨部分涂上新的润滑脂.润滑脂涂敷结束后,安装刚才拆除的金属板。

对各轴的润滑结束后,为使润滑脂渗透进去,使轴在全行程下大约运转 10 分钟。
想了解更多可致电咨询:4008-519-088